- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

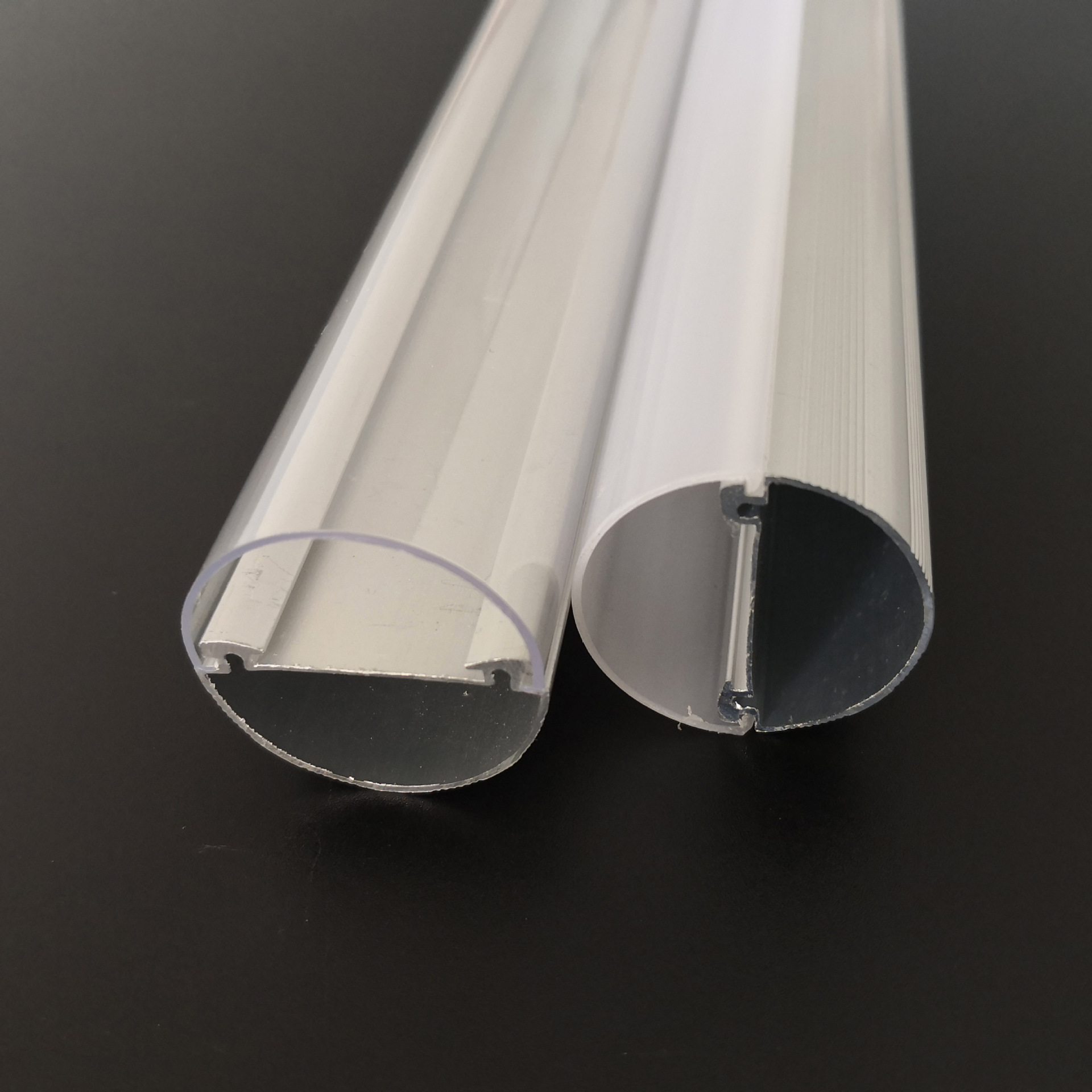
پی سی اخراج کی پیداوار میں تجربہ
احتیاطی تدابیر:
1. جب انجکشن کا دباؤ زیادہ ہو۔، ٹیوب میں درجہ حرارت بہت زیادہ ہے یا رہائش کا وقت طویل ہے، یہ تھرمل سڑن، رنگت اور کم جسمانی خصوصیات کا سبب بننا آسان ہے۔ واضح رہے کہ مولڈ کا درجہ حرارت 85°C ~120°C ہے۔ (1) 0.02٪ سے نیچے نمی کو کنٹرول کریں۔ (2) 120 ° C پر 4 گھنٹے تک خشک کریں، اور 150 ° C سے زیادہ نہ ہوں۔
2. موٹی تیار شدہ مصنوعات بنانا خاص طور پر مشکل ہے، کیونکہ تیار شدہ مصنوعات بقایا تناؤ کا شکار ہوتی ہیں، جو مستقبل میں دراڑ کا باعث بنتی ہیں، اس لیے مائع ریلیز ایجنٹ کے بجائے پاؤڈر سلیکون کو ریلیز ایجنٹ کے طور پر استعمال کرنا بہتر ہے۔
3. فارمنگ کے لیے اعلی درجہ حرارت اور ہائی پریشر کی ضرورت ہوتی ہے، اور اسکرو ٹائپ بنانے والی شٹل استعمال کی جانی چاہیے۔
4. استعمال سے پہلے مواد کو مکمل طور پر خشک کیا جانا چاہئے.
5. گیٹ اور رنر ڈیزائن میں ایک چھوٹا سا بہاؤ مزاحمت ہونا چاہئے.
6. مولڈ پروڈکٹ کو دیوار کے قریب موٹائی کے ساتھ ڈیزائن کیا جانا چاہئے، اور دھاتی حصوں سے گریز کیا جانا چاہئے۔ مزید برآں، واپس لینے کی ڈھلوان 2° سے اوپر ہونی چاہیے۔
7. مولڈنگ سکڑنے کی شرح 0.4%~0.7%، مخصوص کشش ثقل 1.2~1.5۔
8. حرارتی درجہ حرارت 230~310℃، مولڈ درجہ حرارت 80120℃، میٹریل ٹیوب کا درجہ حرارت 260~310℃، انجیکشن میٹریل کا درجہ حرارت 280~320℃، انجیکشن پریشر 800~1500kg/cm2، کم از کم آپریشن کا درجہ حرارت 260°C۔
9. ایک dehumidifying ڈرائر استعمال کریں، خشک کرنے کا درجہ حرارت 105~120°C ہے (0.02~0.03% سے نیچے)، اس میں 24 گھنٹے لگتے ہیں، میٹریل پائپ کا درجہ حرارت کا پہلا حصہ 260~270°C ہے؛ دوسرا سیکشن 260 ~ 270 ° C ہے؛ تیسرا حصہ پہلا مرحلہ 240 ~ 250 ° C ہے؛ چوتھا مرحلہ 220 ~ 230 ° C ہے؛ سڑنا کی سطح کا درجہ حرارت 40 ~ 60 ° C ہے۔ درجہ حرارت کی ترتیب: نوزل 230 ~ 300 ℃، سامنے والا حصہ 260 ~ 280 ℃، درمیانی حصہ 265 ~ 275 ℃، پیچھے والا حصہ 250 ~ 270 ℃؛ سکرو کی رفتار 40~160rpm، مولڈ درجہ حرارت 80^120℃، انجیکشن پریشر 1000~1400kg/cm2، بیک پریشر 5-15kg، سکرو کمپریشن ریشو 2.4، L/D 15~24۔
JE چین میں ایک پیشہ ور پی سی اخراج کارخانہ دار ہے،
مزید PC کے اخراج کی مصنوعات کے لیے، براہ کرم ملاحظہ کریں: www.jeledprofile.com
آپ بھی رابطہ کر سکتے ہیں: sales@jeledprofile.com
ٹیلی فون/واٹس ایپ/وی چیٹ: 0086 13427851163